









Adresa:
No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei District, Changzhou City, Jiangsu Province




• Konstrukce krátké čepele výrazně zlepšuje odolnost nástroje proti opotřebení a může dosáhnout vyšší kvality povrchu obrobku.
• Používá se hlavně pro zpracování kalených ocelových materiálů HRC45~70, zejména pro přesné díly forem, které vyžadují dlouhodobé zpracování.

| Ne. | Průměr D | R Úhel R | Délka flétny Lc | Celková délka L | Shank Dia d | Počet čepelí F |
| NNCH-2B-D1-L2 | 1 | 0.5 | 2 | 50 | 4 | 2 |
| NNCH-2B-D1.5-L3 | 1.5 | 0.75 | 3 | 50 | 4 | 2 |
| NNCH-2B-D1.5-L3 | 1.5 | 0.75 | 3 | 50 | 6 | 2 |
| NNCH-2B-D2-L4 | 2 | 1 | 4 | 50 | 4 | 2 |
| NNCH-2B-D2-L4 | 2 | 1 | 4 | 50 | 6 | 2 |
| NNCH-2B-D2.5-L5 | 2.5 | 1.25 | 5 | 50 | 4 | 2 |
| NNCH-2B-D2.5-L5 | 2.5 | 1.25 | 5 | 50 | 6 | 2 |
| NNCH-2B-D3-L6 | 3 | 1.5 | 6 | 50 | 4 | 2 |
| NNCH-2B-D3-L6 | 3 | 1.5 | 6 | 50 | 6 | 2 |
| NNCH-2B-D3.5-L7 | 3.5 | 1.75 | 7 | 50 | 4 | 2 |
| NNCH-2B-D3.5-L7 | 3.5 | 1.75 | 7 | 50 | 6 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 50 | 4 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 50 | 6 | 2 |
| NNCH-2B-D5-L9 | 5 | 2.5 | 9 | 50 | 6 | 2 |
| NNCH-2B-D6-L9 | 6 | 3 | 9 | 50 | 6 | 2 |
| NNCH-2B-D8-L12 | 8 | 4 | 12 | 60 | 8 | 2 |
| NNCH-2B-D10-L15 | 10 | 5 | 15 | 75 | 10 | 2 |
| NNCH-2B-D12-L18 | 12 | 6 | 18 | 75 | 12 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 75 | 4 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 75 | 6 | 2 |
| NNCH-2B-D6-L9 | 6 | 3 | 9 | 75 | 6 | 2 |
| NNCH-2B-D8-L12 | 8 | 4 | 12 | 75 | 8 | 2 |
| NNCH-2B-D6-L9 | 6 | 3 | 9 | 100 | 6 | 2 |
| NNCH-2B-D8-L12 | 8 | 4 | 12 | 100 | 8 | 2 |
| NNCH-2B-D10-L15 | 10 | 5 | 15 | 100 | 10 | 2 |
| NNCH-2B-D12-L18 | 12 | 6 | 18 | 100 | 12 | 2 |
| Zpracované materiály | Předtvrzená ocel 40~50HRC | Kalená ocel 50~60HRC | Kalená ocel 60~68HRC | |||||||||
| Poloměr kulové hlavy (mm) | Rychlost otáčení (min -1 ) | Rychlost posuvu (mm/min) | a p (mm) | a e (mm) | Rychlost otáčení (min -1 ) | Rychlost posuvu (mm/min) | a p (mm) | a e (mm) | Rychlost otáčení (min -1 ) | Rychlost posuvu (mm/min) | a p (mm) | a e (mm) |
| R0,5 | 40000 | 1900 | 0.01 | 0.05 | 36000 | 1500 | 0.01 | 0.05 | 32000 | 1400 | 0.01 | 0.05 |
| R1.0 | 33000 | 3100 | 0.02 | 0.075 | 26000 | 2100 | 0.02 | 0.075 | 24000 | 2000 | 0.02 | 0.075 |
| R1.5 | 29000 | 4100 | 0.03 | 0.1 | 23000 | 2900 | 0.03 | 0.1 | 21000 | 2600 | 0.03 | 0.1 |
| R2.0 | 22000 | 3900 | 0.04 | 0.15 | 17000 | 2500 | 0.04 | 0.15 | 15500 | 2100 | 0.04 | 0.15 |
| R2.5 | 17500 | 3500 | 0.05 | 0.15 | 13500 | 2200 | 0.05 | 0.15 | 13000 | 2000 | 0.05 | 0.15 |
| R3.0 | 15000 | 3100 | 0.06 | 0.2 | 11500 | 1700 | 0.06 | 0.2 | 10500 | 1500 | 0.06 | 0.2 |
| R4.0 | 11000 | 2500 | 0.08 | 0.25 | 8600 | 1600 | 0.08 | 0.25 | 8000 | 1400 | 0.08 | 0.25 |
| R5,0 | 9000 | 2000 | 0.1 | 0.3 | 7000 | 1400 | 0.1 | 0.3 | 6000 | 1200 | 0.1 | 0.3 |
| R6.0 | 7500 | 1800 | 0.1 | 0.35 | 5700 | 1300 | 0.1 | 0.35 | 5300 | 1200 | 0.1 | 0.35 |
| R8,0 | 5500 | 1800 | 0.1 | 0.4 | 4300 | 1300 | 0.1 | 0.4 | 4000 | 1200 | 0.1 | 0.4 |
| R10,0 | 4500 | 1800 | 0.1 | 0.5 | 3500 | 1300 | 0.1 | 0.5 | 3200 | 1200 | 0.1 | 0.5 |
| Maximální hloubka řezu | 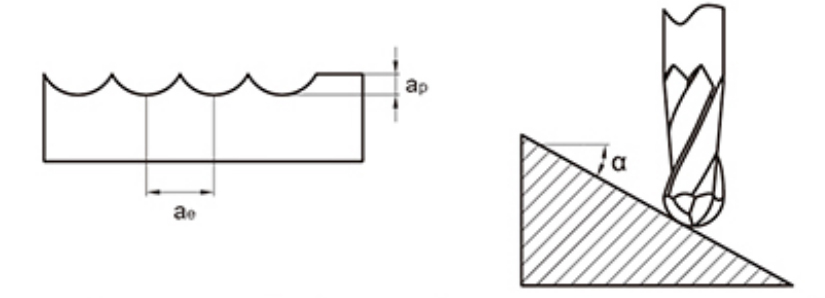 | |||||||||||
1. Používejte prosím vysoce přesné a vysoce pevné zařízení a přípravky.
2. Když je tuhost obráběcího stroje a instalace obrobku nízká, může docházet k vibracím a abnormálnímu zvuku. V tomto případě by se rychlost a rychlost posuvu v tabulce výše měly meziročně snížit.
3. Použijte vzduchové chlazení nebo MQL (minimální množství chlazení olejovou mlhou).
4. Pro boční frézování se doporučuje používat sekvenční frézování.
5. Minimalizujte délku zavěšení nástroje co nejvíce bez rušení.
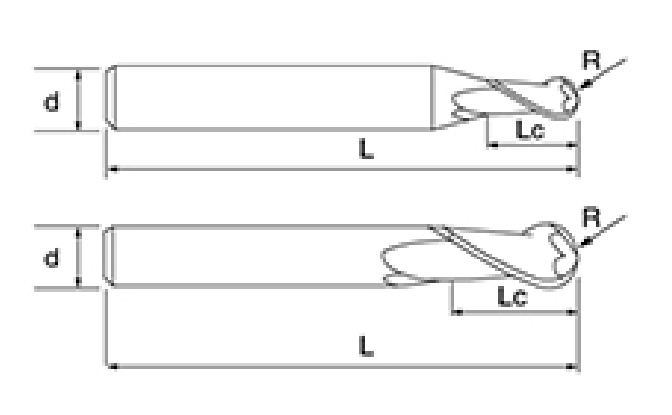
| Řada nástrojů | Průměr | Poloměr | Poloměr rohu | Délka flétny | Efektivní délka | Celková délka | Shank Dia | |||
| D | R | ČR | Lc | L1 | L | d | ||||
| NNCH ultra tvrdé a vysoce přesné karbidové stopkové frézy | D0,1~D0,9 | 0 -0,005 | R0,05~R2 | /-0,005 | ČR0.05~CR0.5 | /-0,005 | 0 0.3 | 0 0.3 | 0.5 -0,5 | h5 |
| D1~D3.5 | 0 -0,005 | |||||||||
| D4~D10 | -0,003 -0,015 | R3~R5 | /-0,005 | ČR1.0~CR3.0 | /-0,008 | 0 0.5 | 0 0.5 | |||
| D12~D20 | -0,003 -0,018 | R6~R10 | /-0,008 | |||||||
NNCH-2B ultra tvrdé 2břité kulové čelní frézy jsou k dispozici v různých velikostech, v rozmezí od 1 mm do 12 mm v průměru, a lze je kombinovat s různými délkami ostří a plnými délkami podle různých potřeb, aby byly splněny požadavky na flexibilitu přesného obrábění. Díky volnému výběru různých specifikací a modelů je vhodný pro různé scénáře obrábění, což zajišťuje vyšší přizpůsobivost při úkolech přesného obrábění.
Konstrukce tvaru kulového konce optimalizuje úhel řezu nástroje, díky čemuž je vynikající při komplexním obrábění povrchu, zvláště vhodný pro výrobu forem, obrábění přesných dílů a další scény, které vyžadují vysokou konečnou úpravu a vysokou přesnost. Konstrukce úhlu šroubovice 30° pomáhá snižovat řezný odpor a zlepšuje účinnost odstraňování třísek, čímž zlepšuje stabilitu obrábění a životnost nástroje.
Fréza je vyrobena z ultrajemného mikročásticového karbidového materiálu v kombinaci s vysoce přesným procesem povlakování, který výrazně zlepšuje odolnost proti opotřebení a odolnost proti vylamování. Celková tvrdost může dosáhnout HRC≤65, což zajišťuje vynikající ostrost a stabilitu při obrábění materiálů s vysokou tvrdostí.
Tento produkt je vhodný pro širokou škálu obráběcích materiálů, včetně uhlíkové oceli, legované oceli, předkalené oceli (HRC35-45), kalené oceli (HRC45-65), tepelně zpracované oceli s vysokou tvrdostí atd. Ať se jedná o vysoce přesné zpracování forem nebo efektivní řezání tvrdých materiálů, dvoubřitá kulová fréza NNCH-2B může poskytnout vynikající výkon.
Provozovna
Zaměstnanci

Společnost Changzhou Maton Tools Co., Ltd. se nachází v ekonomicky rozvinutém regionu delty řeky Jang-c'-ťiang. Továrna se nachází v technologicky vyspělé zóně Xixiashu, známém městě výroby nástrojů v Číně. Jsme Ultra tvrdé 2břité kulové čelní frézy Výrobci.
Společnost Magotantools používá systém jakosti ISO9001 jako standard, řídí se obchodní filozofií „nulové vady výrobků“ a „nulové servisní vzdálenosti“, založenou na duchu „integrity“, „jednoty“ a „využití“, a řídí se spravedlivým a spravedlivým firemním stylem řízení. Výroba produktů využívá pětiosá a šestiosá CNC brousicí a obráběcí centra z Německa, Švýcarska, Japonska atd. a je vybavena vysoce přesným testovacím zařízením z Německa, Japonska a Číny, aby splňovala potřeby výroby s vysokou kvalitou a kvantitou.
Společnost neustále vyvíjí různé vysoce výkonné CNC nástroje a získala řadu národních ocenění. Profesionál Ultra tvrdé 2břité kulové čelní frézy SpolečnostVíce než 10 patentů, produkty společnosti se používají hlavně v obranném průmyslu, leteckém průmyslu, automobilovém průmyslu, elektronických výrobcích a formách a dalších oblastech.
Různé produkty společnosti jsou uznávány a oblíbeny u známých domácích společností. Díky nekonečné technologii, nekonečné tvorbě a snaze o dokonalost budou nástroje Magotan psát budoucí prosperitu a sny s mimořádnou sebedůvěrou a vysokou kvalitou.
Odpovíme vám do 12 hodin od obdržení poptávky ve všední dny.
Jsme výrobci, vyrábíme a prodáváme se.
Vyrábíme především frézy, vrtáky a další nástroje z tvrdých slitin wolframové oceli. Profesionální Ultra tvrdé 2břité kulové čelní frézy Výrobci.
Naše produkty pokrývají téměř celý průmysl výroby forem, obranný průmysl, letecký průmysl, automobilový průmysl, elektronické výrobky a další oblasti.
Ano, zaměřujeme se především na produkty na míru. Vyvíjíme a vyrábíme produkty na základě výkresů nebo vzorků poskytnutých zákazníky. Zakázkové Ultra tvrdé 2břité kulové čelní frézy.
Máme více než 30 jednotek značek WALTER z Německa, Makino z Japonska, ROLLMATIC ze Švýcarska a TTB ze Švýcarska s roční produkcí 80 milionů RMB. Jsme Ultra tvrdé 2břité kulové čelní frézy Společnost
Nejprve po každém procesu provádíme odpovídající kontroly. U konečného produktu provádíme 100% úplnou kontrolu dle požadavků zákazníka a mezinárodních norem;
Dále máme k dispozici pokročilé a kompletní špičkové testovací zařízení v oboru, jako jsou spektrální analyzátory, metalografické mikroskopy atd., které mohou zajistit stabilitu a konzistenci řezných nástrojů a zároveň splnit požadavky zákazníků na vysoce přesné testování řezných nástrojů.
Při cenové nabídce s vámi potvrdíme způsob transakce, FOB, CIF, CNF nebo jiné možnosti. Při hromadné výrobě obvykle nejprve provedeme 30% zálohu a zbývající částku uhradíme po předložení nákladního listu. Jako platební metodu používáme většinou T/T, ale akceptovatelný je i L/C.
Jsme Ultra tvrdé 2břité kulové čelní frézy Výrobci v Číně. Naše stopy jsou po celém světě, poskytujeme kvalitní produkty a služby zákazníkům z celého světa.

No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei District, Changzhou City, Jiangsu Province

+86-18068566610

sales@magotan-tools.com
+86-18068566610
